Industry 4.0 refers to the combination of emerging technology (e.g., IoT, machine learning, AI, robotics, etc.) and new operational strategies that will disrupt the current supply chain over the next few years. Originally coined in 2011 as part of a
German technology project strategy , Industry 4.0 has become synonymous with the new wave of tech that will transform almost every industry on the planet.
As industries continue to adopt best-of-breed automation and IoT capabilities, finding ways to incorporate machine vision into automation capabilities is front-of-mind for manufacturers looking to derive the most value out of the Industry 4.0 boom.
VIDEO
What is Machine Vision?
In simple terms, machine vision is the combination of cameras, sensors, and software that act as “eyes” for machines. By using sensors to detect objects and cameras to capture images of those objects, machine vision technology can then process those images via deep learning algorithms to inform and direct machines to behave in specific ways based on their external environment.
The use cases for machine vision are vast. You could use machine vision to detect defects, fine-tune robotic controls, and even maximize the value of your existing IoT investment by adding an additional layer of data processing on top of its existing controls.
The Role of Machine Vision in Industry 4.0
The technology that accompanies Industry 4.0 promises to maximize operations through critical data acquisition and processing. IoT sensors can collect high volumes of data for analytics purposes, and robotics can perform skilled physical labor across industries. With machine vision, all of that rich IoT data can be utilized in conjunction with visual data to provide unparalleled visibility into the supply chain. From flagging defective products based on IoT sensor data and visual data captured by cameras to enabling robotic intervention in various roles in manufacturing, machine vision will help unlock the full potential of Industry 4.0.
Are you interested in learning more about machine vision, deep learning, IoT, and Industry 4.0? Contact us . We provide best-of-breed machine vision integrations for manufacturers across the supply chain. Let’s embrace the future of automation and industry — together.
View machine vision inspection systems from Integro here or on YouTube .
This Automotive Engine Head 3D Inspection system utilizes two Cognex DS (displacement sensor camera) 3D
Read more
Bullseye Rapid Tube and Lumen Vision Inspection System is designed to measure the outer diameter
Read more
This Automated Cylinder Drop Test automates a formerly manual drop test using a vision-guided 6-axis
Read more
The Tube Vision Inspection System (The Anaconda) is designed to inspect continuous material (e.g. surgical
Read more
The purpose of this inhaler count verification application is to verify the digits on the
Read more
The purpose of this Medical Bag Inspection System application is to inspect medical bags in
Read more
The purpose of this manual linescan station application is to identify damaged product during or
Read more
This metal web inspection application inspects six-inch webs of aluminum bonded to steel. A strip
Read more
The large paper roll inspection system is designed to locate paper labels attached to the
Read more
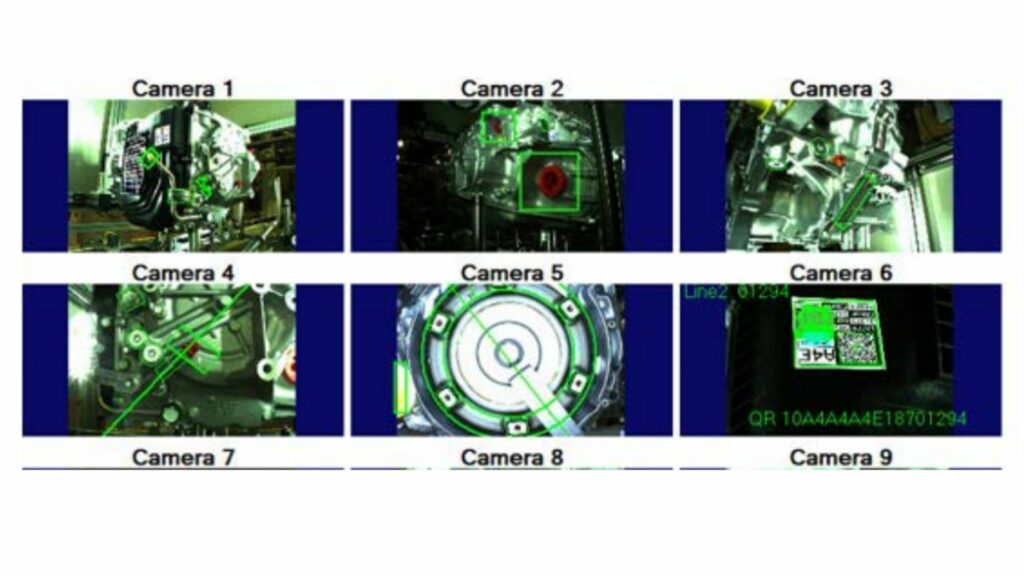
The final assembly transmission inspection station verifies the presence or absence of 47 discrete components/objects
Read more
This vision system inspects rivets, springs, flange tabs, and other parts on a torque converter
Read more
The inkjet label inspection system enables the end-user to print text or a label on
Read more
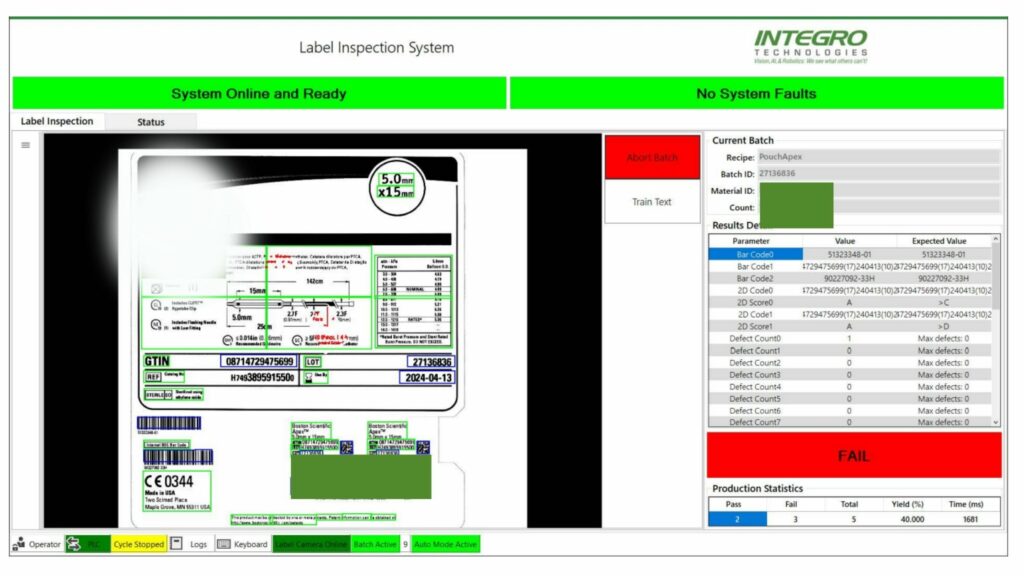
This deep learning label inspection application is an automated machine vision system for printed labels
Read more
This web registration inspection system inspects a number of different web width and print characteristics,
Read more
The thermal seal foil inspection system is capable of inspecting seals of varying diameters, and
Read more
The function and purpose of this EBC Pump Filter Inspection application is to detect multiple
Read more
This system inspects tubes for the automotive and aerospace industries. The parts vary in size
Read more
This round disk part inspection is an ideal vision system for 360 degree part inspection.
Read more
This application inspects presence or absence of decal and logo inspection on snow blowers for
Read more
Automated 3D Automotive Weld Inspection system inspects electrical contacts prior to a laser welding operation
Read more
Integro offers this as a customized, turnkey, Automated Bead Inspection solution to inspect 100% of
Read more
This Complex Surface Blemish Inspection system contains a nine-axis camera driven walking beam with flipping
Read more
The purpose of this Flashing, Debris, Surface Damage Inspection application is to identify damaged product
Read more
This inline tire inspection system in our vision lab demos top read and bottom read
Read more
Integro Technologies, a turnkey machine vision system integrator, recently worked with a customer who had
Read more
3D imaging is making a big impact in Logistics automation solving many applications that plague
Read more
The FDA has directed that all medical devices contain UDI by 2021. By adopting the
Read more
Bullseye Rapid Tube and Lumen Vision Inspection System is designed to measure the outer diameter
Read more
The OmniView Cylindrical 360-degree Product Inspection System acquires images from 4-5 cameras, and combines/stitches the
Read more
Integro Technologies specializes in machine vision inspection solutions for bottle inspection. Integro provides vision inspection
Read more
Integro Technologies has extensive experience in ID traceability inspection solutions. Manufacturers are turning to traceability
Read more
The glass jar inspection system evaluates a glass jar with a 360-degree view for small
Read more
Utilizing a combination of software, optical, and ultra-high resolution image formation technology, this is a
Read more
The patented Tire Inspection, known as the Tire Guardian Series, allows the automotive industry to
Read more
This high speed, bushing inspection system inspects 300ppm. This backlit, singulation, material handling, rejection tracking
Read more
540-degree inspection of filter mesh and injected molded assembly Function Inspection of plastic and mesh
Read more
This metal disk inspection system is an ideal vision system for 360 part inspection. This
Read more
Our customers are industry leaders in automotive, aerospace, pharma, medical, food, beverage, and consumer products.
Read more
3D Glue Bead Inspection is the Solution for Precise Adhesive Dispensing Adhesive dispensing is becoming
Read more
Singulation of Flats Bubble Sleeves and Letter Detection can be difficult to achieve in any
Read more
Singulation of Flat Envelopes and Bubble Sleeve inspection can be difficult to achieve in any
Read more
Integro Technologies has extensive experience in the application of deep learning for classification. For this
Read more
Integro provides 3D Bin Picking Pick N Place solutions for a wide variety of products
Read more
Integro Technologies has designed and developed an easy, one-stop, no contact solution to detecting a
Read more
Improve your product’s quality and safety with hyperspectral instruments. Define meat’s chemical quality: lean/fat content,
Read more
Reduce Labor Costs Associated with Manual Screening. Eliminate Risk Associated with Manual Inspection (6’ social
Read more
The material handling label inspection system represents a low volume 360-degree visualization and inspection solution
Read more
Cylindrical Bushing Internal Coating Verification and Dimensional Analysis System This high speed, (300ppm) backlit, singulation,
Read more
This manual 3D disk inspection and laser marking machine uses one camera to scan the
Read more
Machine Vision training is in demand than ever before, but finding sufficient time on the
Read more
Reduce defects and production costs with Integro Technologies’ FastBuild Enclosure for Machine Vision and ID
Read more
Integro Technologies now offers packaging and label inspection solutions for the CBD industry. Machine vision
Read more
This video illustrates a color and 3D image capture and machine vision analysis of building
Read more
The Integro wood and composite 3D vision inspection system images and analyzes the entire perimeter
Read more
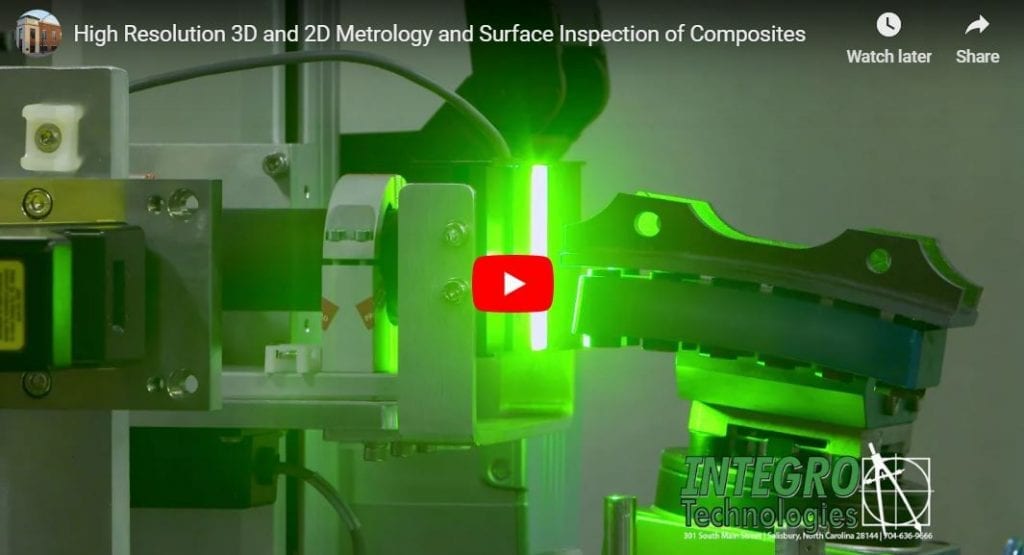
High-Resolution 3D and 2D Metrology and Surface Inspection of Composites This vision inspection system from
Read more
This 3D height measurement system by Integro Technologies is capable of imaging a variety of
Read more
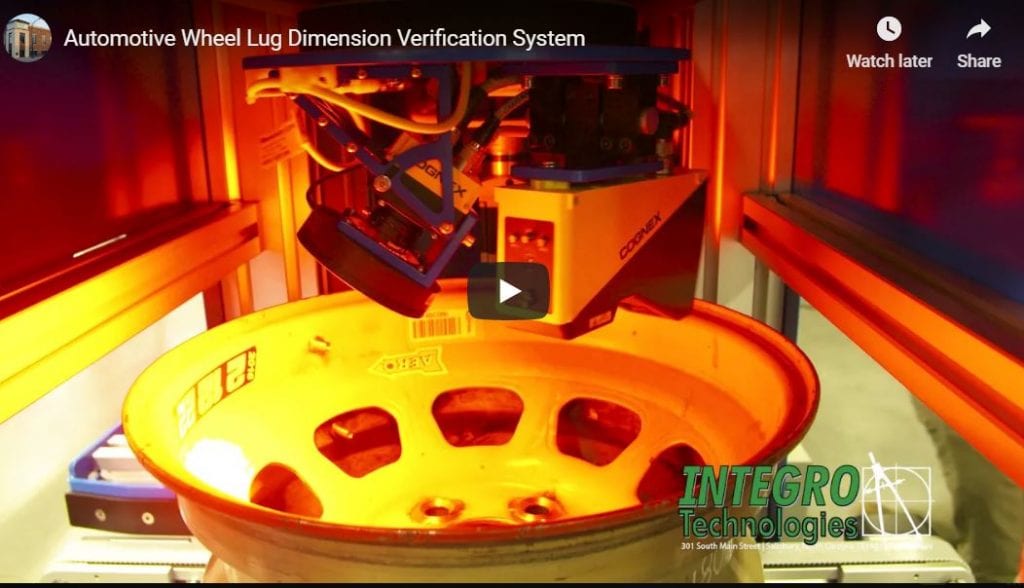
The Automotive Wheel Lug Dimensional Verification System by Integro Technologies uses 3D-Laser profiling technology to
Read more
This machine is inspecting two different small metal rocker part types at a rate of
Read more
The material handling system represents a low volume 360-degree visualization and inspection solution for consumer
Read more
When working with food, there's nothing more important than safety. One wrong move can poison
Read more
Integro is implementing a new high speed singulation system to improve visual canister inspection capability
Read more
Integro implements a print registration inspection system on pliable 100” textile web moving at 50fpm
Read more
Integro ships two new next generation multi-spectral visual inspection system to medical device manufacture in
Read more
The Integro high-speed tool bit inspection system processes one part every two seconds. Customer part
Read more
The wheel inspection system by Integro Technologies uses 3D-Laser profiling technology to evaluate key measures
Read more
Integro is designing a tabletop medical laboratory visual inspection device to verify discrete components count,
Read more
Integro Technologies is a trusted source in machine vision technology for the food and beverage industries.
Read more
This plastic container vision inspection machine was developed to inspect 100% of the internal and
Read more
High Speed Vision Inspection for Manufacturers From electronic consumer devices to industrial automation controls and
Read more
Coherix Robust3D is a high-speed, in-line, error-proofing solution designed and built to provide 100% error-proof
Read more
This high speed syringe inspection system is a six (6) Cognex In-Sight camera solution inspecting
Read more
Integro Technologies partnered with Yamaha Robotics and the Coherix Predator 3D product to combine a
Read more
When your plastic parts lines are humming along at high-speed inspection rates of 30 fps
Read more
Function and purpose of this application is to remove Anodes/Cathode from cassette and place them
Read more
Function and purpose of this application: Carbon filter trays are delivered to the system and
Read more
The purpose of this application is to verify the correct three digits are present and
Read more
The purpose of this application was to inspect colostomy bags in web form within final
Read more
Function Inspection of plastic and mesh automotive filters to detect missing, broken, misshaped or flagging
Read more
Predator3D is the latest 3D machine vision technology from Coherix for structural adhesive and dispensing
Read more
Cognex ViDi Suite offers significant advantages in terms of performance and simplicity for configuring and
Read more
Inspect or verify pallets, case, or carton layering and/or kitting systems for medical, automotive, pharmaceutical
Read more
This application by Integro Technologies is a 360° inspection of ice cream containers. Data matrix
Read more
This round disk surface inspection is an ideal vision system for 360 part inspection. This
Read more
3D Vision Inspector Using a 2.2 micrometer-sensitive 3D laser mounted to a 3-axis robot, several
Read more
This customizable Copper Fitting Vision Inspection machine offers full verification of part geometry and validation
Read more
While many machine vision systems are two-dimensional, a growing trend towards 3D technology is making
Read more
Integro Technologies is a leader in machine vision inspection systems. Integro Technologies is an industry
Read more
Surgical tubing is extruded at rates on the order of 600 feet per minute. It’s
Read more